
Ода пудлингованию
Автор: Олег ВоляДумаю изрядная часть моих читателей (и вообще читателей альтернативок) не представляют себе что такое пудлинговый процесс. И в чем его революционность. В рамках своего историко-технического блога постараюсь изложить суть коротко и ясно и объяснить мою любовь к этому металлургическому процессу. (Чтобы ссылаться сюда если что)
Для начала общий план.
Железо продукт переработки руды при помощи угля и флюсов. Энергия для трансформации руды берется при сжигании древесного угля. Древесный уголь практически чист от примесей. Руда имеет разный состав. Есть ценные примеси типа марганца или молибдена, а есть крайне вредные типа серы и фосфора. Флюсы отчасти фосфор и серу удаляют, но лучше всего когда их нет в исходном материале. Такие чистые по примесям руды были в изобилии в Швеции и кое где в России. Там же и лесов было много. Так что древесный уголь был не проблемой.
В Англии руды грязные и древесина скоро кончилась. Что вынудило экономику острова подсесть на импорт железа.
Небольшое отступление. В некоторых источниках очень преувеличивается зависимость Англии от русского железа.
На самом деле доля русского железа была сравнима с долей шведского. Шведское железо отличалось более высоким качеством, что сказывалось на разнице в цене (от 10 до 60 % в разное время) Шведское целиком шло на внутренние потребности Англии, тогда как русское очень часто перепродавалось английскими дельцами в другие страны. Тем не менее объемы экспорта железа двух стран постоянно нарастали до определенного момента. После изобретения процесса пудлингования Англия сама стала производить огромные количества железа. Если в 1720 г. в Англии получали 18 тыс. тонн железа и эта цифра мало увеличивалась весь 18-й век, то после распространения технологии в 1812 г.— 250 тыс. тонн, а в 1834 г.— уже около 700 тыс. тонн. На этом фоне экспорт русского железа практически прекратился. А шведское заняло нишу качественного сырья для инструментальных сталей.
 На самом деле доля русского железа была сравнима с долей шведского. Шведское железо отличалось более высоким качеством, что сказывалось на разнице в цене (от 10 до 60 % в разное время) Шведское целиком шло на внутренние потребности Англии, тогда как русское очень часто перепродавалось английскими дельцами в другие страны. Тем не менее объемы экспорта железа двух стран постоянно нарастали до определенного момента. После изобретения процесса пудлингования Англия сама стала производить огромные количества железа. Если в 1720 г. в Англии получали 18 тыс. тонн железа и эта цифра мало увеличивалась весь 18-й век, то после распространения технологии в 1812 г.— 250 тыс. тонн, а в 1834 г.— уже около 700 тыс. тонн. На этом фоне экспорт русского железа практически прекратился. А шведское заняло нишу качественного сырья для инструментальных сталей.
На самом деле доля русского железа была сравнима с долей шведского. Шведское железо отличалось более высоким качеством, что сказывалось на разнице в цене (от 10 до 60 % в разное время) Шведское целиком шло на внутренние потребности Англии, тогда как русское очень часто перепродавалось английскими дельцами в другие страны. Тем не менее объемы экспорта железа двух стран постоянно нарастали до определенного момента. После изобретения процесса пудлингования Англия сама стала производить огромные количества железа. Если в 1720 г. в Англии получали 18 тыс. тонн железа и эта цифра мало увеличивалась весь 18-й век, то после распространения технологии в 1812 г.— 250 тыс. тонн, а в 1834 г.— уже около 700 тыс. тонн. На этом фоне экспорт русского железа практически прекратился. А шведское заняло нишу качественного сырья для инструментальных сталей. Итак лес кончился (точнее ввели квоты) и нужда заставила англичан шевелить мозгами. Сначала они придумали как плавить чугун на местном каменном угле. Уголь для начала прокаливали и из него при этом удалялось большинство вредных примесей таких как фосфор и сера. Получался кокс.  Далее на коксе делали чугун и... Покупали железо за морем. Потому что технологии КРИЧНОГО ПЕРЕДЕЛА предполагали тесный контакт конечного продукта с топливом. Что приводило к переходу всех примесей из топлива в крицу. А топливо - уголь грязное. Зато чугуна в Англии было хоть залейся. И из него научились делать даже мосты!
Далее на коксе делали чугун и... Покупали железо за морем. Потому что технологии КРИЧНОГО ПЕРЕДЕЛА предполагали тесный контакт конечного продукта с топливом. Что приводило к переходу всех примесей из топлива в крицу. А топливо - уголь грязное. Зато чугуна в Англии было хоть залейся. И из него научились делать даже мосты!
Поэтому, когда в 1784 г. англичанин Корт изобрел пудлингование и обеспечил получение приличного по качеству железа при помощи обычного угля (не кокса), ДЕШЕВО, то тут то промышленная революция и началась.
Итак в чем суть метода.
Для начала посмотрите крохотный (всего 40 секунд) кусочек видео с процессом. Это единственное видео реального процесса, что мне удалось найти в ютубе. Потом, из описания, станет ясно что там делается.
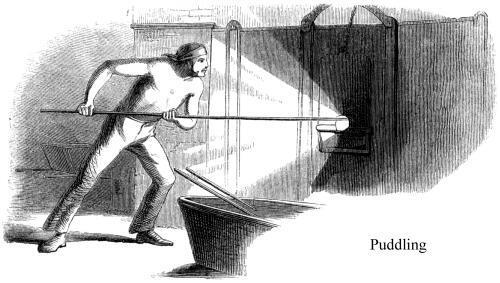
Пудлинговая печь состояла из топочного пространства, где на колосниковой решётке размещался горючий материал, отделённого от ванны металла порогом, рабочего пространства и тру-бы, по которой удалялись отходящие газы.
Над ванной металла располагалось рабочее окно, через которое пудлинговщик осуществлял основные операции – загрузку и выгрузку материалов, а также перемешивание металла. На период плавки оно закрывалось металлической заслонкой для снижения жара.
Очень часто при пудлинговой печи за задним порогом устраивали помещение для предварительного прогрева чугуна, за счёт чего сокращалось время его плавления, снижался расход горючего, и увеличивалась производительность. Кроме того, большинство пудлинговых печей имело паровой котёл-утилизатор, отапливаемый отходящими горячими газами; этот пар использовался для приведения в действие обжимочного молота и прокатных вальцов. Устройство печи зависело от вида используемого топлива и его качества. Наиболее распространены были печи с подом длиною около 1,8 м, шириною около 1,2 м и высотою свода около 1,2 м. Садка их составлял 200-250 кг чугуна, однако существовали и небольшие печи на 150 кг чугуна.
 Процесс пудлингования делился на несколько периодов:
Процесс пудлингования делился на несколько периодов:
- плавку;
- промешивание крюком;
- переборку ломом;
- изготовление и обработку крицы.
За 2-3 часа до начала плавки чушки чугуна закладывали в подогревательное пространство (при его наличии), где они нагревались почти до температуры белого каления. После этого их переносили на подину, в рабочее пространство. Примерно через полчаса чугун начинал плавиться, и пудлинговщик щупал кочергой, не осталось ли где нерасплавленных кусков. Если таковые имели место, он перемещал их под струю пламени, так чтобы в конечном итоге весь металл перешел тестообразное состояние.
После этого было необходимо снизить температуру, чтобы металл не принял более жидкую консистенцию. Для этого горящее топливо «сбрасывали» с колосников, а металл охлаждали. На этом этапе были возможны несколько вариантов ведения процесса:
- холодное пудлингование, при котором в расплавленный чугун при уменьшении температуре добавляли шлак и перемешивали;
- шлаковое пудлингование, при котором большое количеством шлака помещалось в рабочее пространство одновременно с садкой чугуна;
- горячее пудлингование – при нём чугун расплавляли до жидкого состояния и долго подвергали окисляющему действию тяги;
- водяное пудлингование, при котором понижение температуры достигалось не вбрасыванием шлака, а взбрызгиванием воды.
 Далее пудлинговщик должен был обеспечить эффективное взаимодействие металла и шлака путём их перемешивания. При этом из металла выделялось большое количество монооксида углерода, который догорал в рабочем пространстве печи, так что рабочему приходилось постоянно остужать кочергу в холодной воде. По мере выгорания примесей вымешиваемый металл делается всё гуще («ссыхается»). При правильной работе (мешая каждой кочергой от 5 до 7 минут) уже на пятой кочерге наблюдают появление металлических частиц, отделяющихся от шлака, после чего процесс перемешивания становится очень трудным. Когда частиц железа становится много, температуру повышают, частицы слипаются и осаждаются на дно печи. Частицы свежевосстановленного железа обладают свойством прилипать друг к другу и к другим железным предметам.Когда металл загустевал так, что его нельзя уже было перемешивать кочергой, начинали «переборку» ломом или нагретой железной полосой. Цель операции состояла в том, что рабочий всю осевшую на подину печи железистую массу должен был поднят наверх ванны.
Далее пудлинговщик должен был обеспечить эффективное взаимодействие металла и шлака путём их перемешивания. При этом из металла выделялось большое количество монооксида углерода, который догорал в рабочем пространстве печи, так что рабочему приходилось постоянно остужать кочергу в холодной воде. По мере выгорания примесей вымешиваемый металл делается всё гуще («ссыхается»). При правильной работе (мешая каждой кочергой от 5 до 7 минут) уже на пятой кочерге наблюдают появление металлических частиц, отделяющихся от шлака, после чего процесс перемешивания становится очень трудным. Когда частиц железа становится много, температуру повышают, частицы слипаются и осаждаются на дно печи. Частицы свежевосстановленного железа обладают свойством прилипать друг к другу и к другим железным предметам.Когда металл загустевал так, что его нельзя уже было перемешивать кочергой, начинали «переборку» ломом или нагретой железной полосой. Цель операции состояла в том, что рабочий всю осевшую на подину печи железистую массу должен был поднят наверх ванны.
Затем приступали к формированию криц (шматов), для чего металл разделяли, в зависимости от величины садки, на 4 или 5 частей (кусков) и ломом каждую часть скатывали в виде кома массой до 50-80 кг. Крицы располагали вдоль задней стены печи, стремясь выжать из них часть шлака. Затем давали минут на пять сильный «сварочный» жар для лучшего сваривания отдельных частиц железа в крице, после которого, открыв рабочее окно, вытаскивали клещами передние крицы, а остальные поворачивали так, чтобы они равномерно подвергались действию проходящего через печь воздуха.
Дальше следовало выжать из крицы шлак и превратить её в плотный металл.
 Корт прокатывал крицы в валках или проковывал их под молотом. Отжим шлака под молотом и в 50-х гг. XIX столетия считался наилучшим способом, но применялся далеко не везде. На Уэльских заводах крица отжималась в особых прессах, по форме напоминающих огромную пасть крокодила (американцы прозвали их потом «аллигаторами»). Пресс делал около 90 движений в минуту и требовал машины мощностью в 10-12 л.с. Один пресс обслуживал 10-16 пудлинговых печей. Обжатые крицы обрабатывались в прокатных валках. Они прокатывались в пудлинговую болванку сечением 4×1 дюйм – так называемый «пудль-барс».
Корт прокатывал крицы в валках или проковывал их под молотом. Отжим шлака под молотом и в 50-х гг. XIX столетия считался наилучшим способом, но применялся далеко не везде. На Уэльских заводах крица отжималась в особых прессах, по форме напоминающих огромную пасть крокодила (американцы прозвали их потом «аллигаторами»). Пресс делал около 90 движений в минуту и требовал машины мощностью в 10-12 л.с. Один пресс обслуживал 10-16 пудлинговых печей. Обжатые крицы обрабатывались в прокатных валках. Они прокатывались в пудлинговую болванку сечением 4×1 дюйм – так называемый «пудль-барс».
Общая продолжительность пудлингового процесса составляла около 2-х часов. За это время перерабатывалось максимум 250 кг чугуна. Суточная производительность одной печи при непрерывной работе не превышала, таким образом, 2,5 т.
| Пудлингование | Кричный передел | |
|---|---|---|
| Способ плавления металла | Одновременно всей массой | Небольшими частями |
| Способ окисления металла | Искусственное перемешивание со шлаком | Капля по капле при прохождении перед фурмой |
| Степень чистоты | «Рыхлая» масса пропитанная частицами шлака | «Плотная» масса, образовавшаяся из наплавлявшихся частиц металла |
| Степень однородности | При качественной работе в одном куске металл всегда можно довести до полной однородности | У одной и той же крицы «хвостовая» краюшка всегда тверже «фурменной» |
Пудлинговые печи были гениальным изобретением конца XVIII в., действительно открывшим широкие горизонты в то время, когда железо требовалось тоннами. Пудлинговое железо и изготавливаемая из него сталь были основными материалами, используемыми в машиностроении на протяжении почти всего XIX столетия, из него строили мосты и бурно разраставшуюся железнодорожную сеть. Но пудлинговая печь стала тормозом дальнейшего развития, когда железо стало потребляться сотнями и тысячами тонн. Несовершенство производственного агрегата уравновешивалось его количеством и доменные цеха середины XIX века, включавшие до 10 домен, окружали длинные ряды из сотен пудлинговых печей.
Однако при всех достоинствах пудлингования у него был принципиальный недостаток — невозможность получить плотную литую сталь. Для этого нужна более высокая температура, чем могли обеспечить кричные и пудлинговые печи.